
Google dürfte hierzu hunderte, wenn nicht sogar tausende, Fundstellen zum FDM (= Fused Desposition Modeling) Druck auflisten. Und vermutlich ist eine besser als die andere. Im Grunde genommen könnten wir auch einfach ein paar Links einfügen, um die verschiedenen Verfahren aufzuzeigen, die wir selber nutzen.
Auf der anderen Seite möchten wir Dir aber auch eine kompakte Beschreibung unseres eigenen Leistungsspektrums anbieten, womit wir uns denn auch in der Suchmaschine einreihen werden. Wir setzen zwei sehr unterschiedliche Arten von Druckern ein: Die einen verarbeiten flüssige Harze, was einen sehr hohen Detailreichtum ermöglicht. Dies wäre der so genannte SLA (Stereolithografie) -Druck. Diese Erzeugnisse sind dann zwar sehr filigran (s. Serie „Filigrana„) – aber nicht sonderlich belastbar. Die anderen Geräte, mit denen wir fertigen, verarbeiten Rollen mit unterschiedlichen Kunststoffen (=so genannte Filamente). Dies ist das FDM oder auch FFM Verfahren -womit sich dieser Beitrag beschäftigt.
Ähnlich wie bei einer automatischen und hochpräzisen Heißklebepistole wird das Material von der Rolle durch die Düse hindurch gedrückt, verflüssigt, und so Schicht für Schicht hoch gezogen, wie bei einer Mauer sozusagen, bis das Modell seine Gänze erreicht hat. Dabei steht das Modell auf einem beheizbaren Druckbett. Die Düse, der so genannte Extruder, wird dabei sehr fein und akkurat mittels mehrerer Schritt-Motoren gesteuert. Nach dem Auftragen einer Schicht erkaltet diese sehr zügig, so dass die nächste Schicht auf eine bereits erhärtete Schicht aufgetragen wird.
Zu dem perfekten Sitz auf dem Druckbett und gegen das Verrutschen können unterschiedliche Unterstützungen im Programm zusätzlich zu dem eigentlichen Modell definiert werden. Ebenfalls lassen sich Stützen für überstehende Teile einbauen. Diese sind später vom Modell zu entfernen.
Im Inneren erhalten die Modelle beim FDM Druck eine Füllstruktur, welche 80-90% des Volumens frei lassen. Dies spart Gewicht und Material, bei ähnlicher Stabilität. Ebnenso ist die Stärke der einzelnen Schichten wählbar und kann mir feineren Düsen noch genauer eingestellt werden. Dadurch werden die Modelle glatter, benötigen aber auch mehr Druckzeit. In so genannten Slicern wird das zu druckende Modell dann berechnet.
Die Temperaturen, die zur Verarbeitung der unterschiedlichen Materialien nötig sind, reichen von 190°C bis 300°C. Das Druckbett (oder auch Heizbett genannt) läuft bei uns mit Werten zwischen 50°C – 100°C.
Das wohl am häufigsten anzutreffende Material ist das so genannte PLA (=Polylactide). Es ist günstig in der Beschaffung, lässt sich relativ anspruchslos verarbeiten und ist robust. Optimal für Einsteiger, Prototypen und Serienfertigung von Teilen, die keine mechanische Funktionalität aufweisen müssen.
Nachteilig ist, dass das Material beim Drucken verbiegen kann, sich wie eine trockene Scheibe Aufschnitt nach oben wölbt (Warping). Sehr dünne Teile brechen schnell. Die Genauigkeit ist verhältnismäßig gering, wenn man daneben SLA Drucke heran ziehen würde. Für den Bereich Modellbau ist dies dennoch für uns das optimale Material, wenn man die Kosten in das Verhältnis zum Ergebnis setzt.
PLA wird zwischen 190-220°C verarbeitet, das Druckbett kommt meistens mit ca. 50-55°C aus; der Stromverbrauch hält sich daher noch in Grenzen. Andere Stellen sprechen davon, dass Druckbett nicht zu beheizen. Diese Erfahrung konnten wir allerdings nicht machen; Ohne Beheizung lösten sich sämtliche Versuche relativ zügig von dem Druckbett wieder ab.
Es ist in nahezu allen erdenklichen Farben erhältlich und dabei matt oder glänzend.

Spezielleres PLA Material enthält einen gewissen Anteil an Holz oder auch Metall (-Spähnen). Diese Anteile sind nicht allzu hoch, liegen irgendwo bei 20%. Meistens erfordern derlei Materialien eine leicht höhere Temperatur, sind also nicht bereits bei 185°C vernünftig zu verarbeiten, sondern liegen dann bei 210°C für brauchbare Ergebnisse. Ansonsten gilt hier auch das, was bei Standard PLA gilt.
Der Bonus besteht dann in der Oberflächen-Beschaffenheit des Modells: Dieses sieht aus wie Holz oder Metall in diesem Fall und fühlt sich auch ein wenig danach an. Meistens wirken sich derartige Materialien allerdings auch negativ auf die Druckdüse aus, weshalb diese häufiger getauscht werden müssen. Und wenn es leicht nach Kamin riecht beim Drucken, denn war es zu warm. Insbesondere die Holzfilamente neigen dazu., „Spinnenweben“ zu hinterlassen, die Nacharbeit am Modell ist umfangreicher. Die Metallfilamente hingegen lassen die Entgratungsmesser schneller stumpf werden.
PET(G) ist das Material, aus denen die Einwegpfand-Flaschen beim Discounter hergestellt werden. Es handelt sich chemisch betrachtet um Polyethylen-Terephtalat mit einer Modifizierung mittels Glykol, wodurch es sich besser verarbeiten lässt im 3D Drucker. Die Verarbeitungs-Temperatur liegt mit 230°-250°C um einiges höher als bei PLA. Dies gilt analog auch für das Heizbett; hier sind um die 70°C in etwa der Satz.
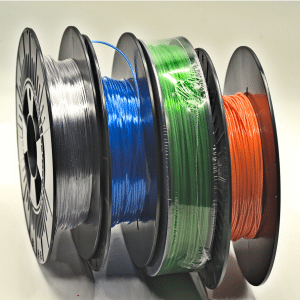
PETG wird dabei nahezu flüssig verarbeitet und viele Materialien sind durchsichtig. Durch das Schichtweise stapeln des Druckes verschwindet die Durchsichtigkeit mit jeder Schicht etwas mehr; daher kann man PETG allenfalls als teildurchsichtig oder durchscheinend bezeichnen. Wiederum haften die einzelnen Schichten sehr gut aufeinander, es kommt an sich nur sehr selten zum Verziehen eines Modells beim Drucken. Es gibt auch PETG, welches nicht durchsichtig ist (hier im Bild die Rolle in Orange z.B.)
Die Beschaffenheit der Oberflächen ist einzigartig, sie ist sehr glatt. Dazu ist PETG verhältnismäßig gut dehnbar und bricht beim Verbiegen nicht sofort ab. Es kann gut an Stellen eingesetzt werden, die wärmer werden. Ebenfalls ist PETG für Funktionsmodelle eine gute Wahl.
Die wohl jedem bekannten LEGO-Steine sind aus ABS (Acrylnitril-Butadien-Styrol-Copolymer). Auch sonst findet ABS in der Industrie weltweit eine hohe Verbreitung. Es ist solide, leicht und kann einiges einstecken. ABS ist eines der am häufigsten verwendeten Materialien, allerdings nicht wirklich für Anfänger geeignet. Besonders in der Anfangszeit am ersten 3D Drucker sollte man die Frustration nicht höher treiben, als unbedingt nötig. Und ABS auf einen 200 € Drucker zu nötigen und dabei Top Ergebnisse zu erwarten, das funktioniert nicht.
Sowohl Filament selbst als auch die Druckplatte sind recht weit oben angesiedelt, was die nötige Hitze angeht. Bei 240° C wird die Düse das Material erst vernünftig verflüssigen können, und das Druckbett liegt um die 90° C. Ferner schadet es nicht, einen komplett geschlossenen Drucker mit Lüftersystem einzusetzen – was aber keine zwingende Voraussetzung ist.
Dafür lassen sich die Ergebnisse wirklich sehen. Für Funktionsmodelle absolut die richtige Wahl, es ist meistens glatt in der Beschaffenheit und reibt somit nicht übermäßig viel an der Wegstrecke zwischen Rolle und Düse. Die hergestellten Modelle sind in einem gewissen Maße flexibel; so ist bei uns zB der häufigste Einsatzzweck in Drehgestellen und Hauptrahmen – wenn noch Radsätze eingesteckt werden müssen und das aufnehmende Bauteil dafür etwas gespreizt werden muss.

Derlei Material setzten wir erst seit sehr kurzer Zeit ein, in einem eigens dafür angeschafften Industriedrucker. Dieser ist speziell gehärtet, da Kohlefaser eine sehr raue Oberfläche am Filament besitzt. Diese würde andere Drucker zu schnell verschleißen.
Da der Einsatz dieser Materialien für uns noch mit keinen belastbaren Erfahrungen behaftet ist, werden wir hierzu später den Artikel vervollständigen
To be continued 🙂
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von Turnstile laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Vimeo. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Facebook. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen